Search
CN
Old website
About Us
About Us
Corporate Culture
Honor
Exhibition
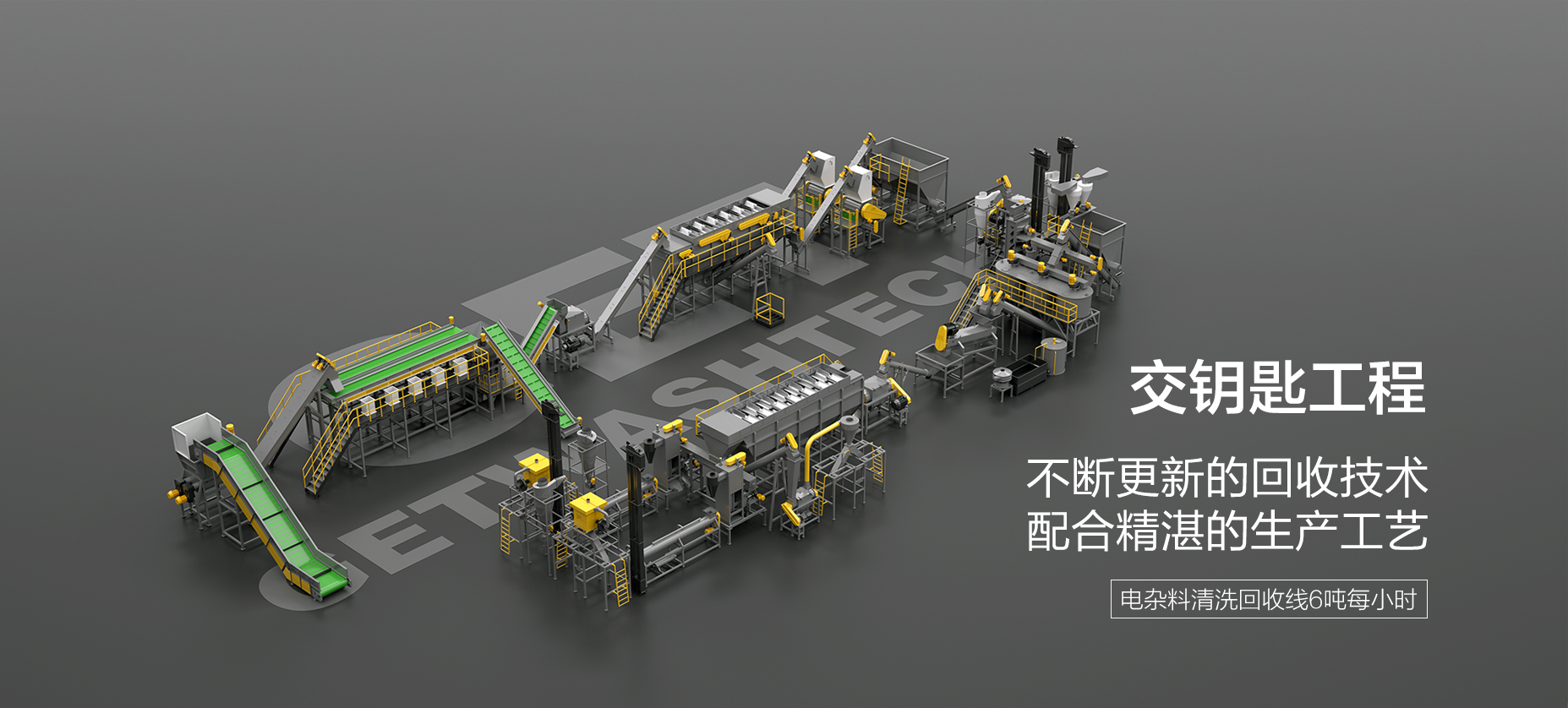
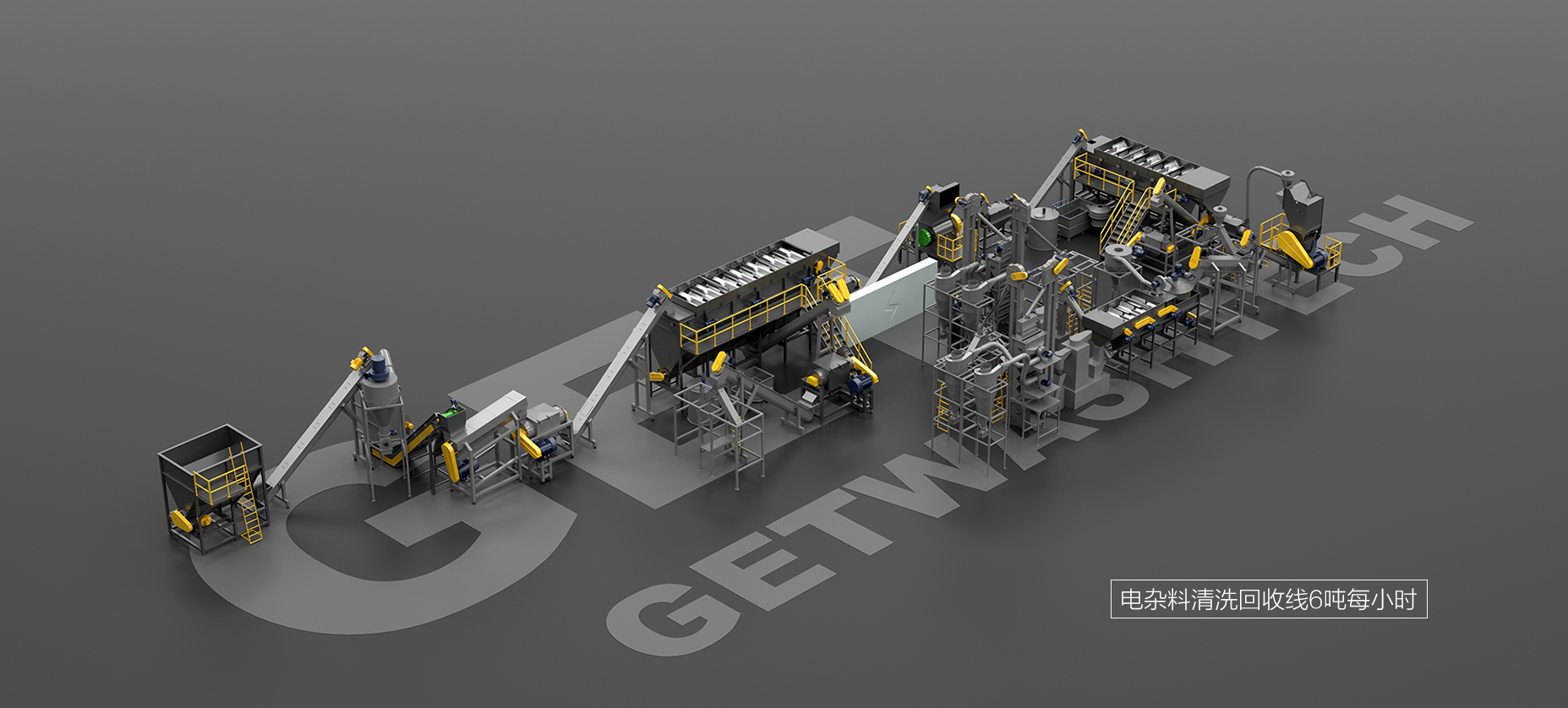
Washing solutions
WEEE recycling
Film recycling
Mulch recycling
Pulp-film recycling
HDPE/PP recycling
PET / PET flakes recycling
Others
Single Equipment
Shredder / Crusher
Label remover
Sink float tank
Kia separator
Zig zag separator
Spinner
Film friction washer
Squeezer
News
Company News
Exhibition News
Case List
Our services
Contact Us
News show
Time: Source: Author: Hits: